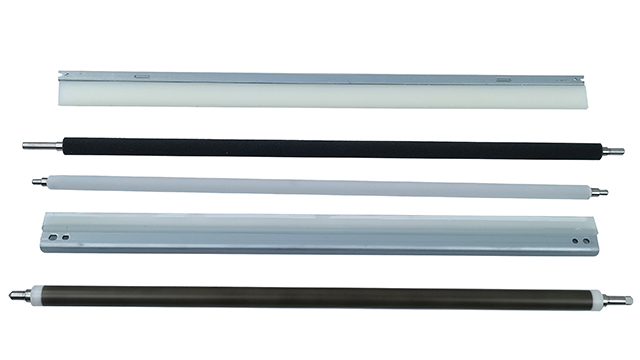
全新兼容MA2100CFX充電輥
充電輥與色彩管理充電均勻性直接影響彩色打印質量。四色疊加時,充電偏差導致色彩偏移和混色。表面狀態影響色彩飽和度和明暗層次。電阻率特性決定色彩過渡平滑度。電壓精度影響灰度等級再現能力。多層介質處理時,充電一致性更為關鍵。特殊涂層技術改善色彩表現,如抗眩光涂層。與環境溫濕度更好的兼容性確保色彩穩定性。先進的色彩管理系統與充電輥狀態聯動,自動調整參數。好品充電輥是專業色彩輸出的保障,廣泛應用于印刷和出版領域。充電輥表面粗糙度Ra 0.8-1.6μm(ISO 4287標準)。全新兼容MA2100CFX充電輥
充電輥的抗干擾設計為應對強電磁環境(如數據中心、工業車間),充電輥采用雙層屏蔽結構:內層為導電布(屏蔽效能>60dB),外層為金屬網罩(孔徑<1mm)。經EN55022ClassB標準測試,在1GHz頻率下,輻射 擾限值<30dBμV/m,確保充電電壓波動<±5%。彩色復印機充電輥的特殊性彩色復印機需四組獨用充電輥(對應CMYK四色鼓芯),每組充電輥的表面電阻需差異化設置(青色10?Ω,黑色10?Ω),以適配不同顏色碳粉的帶電特性。在愛普生SureColorP9080中,充電輥壓力可通過軟件獨用調節(0.18-0.22N/cm2),實現彩色圖像的均勻充電。全新兼容PA2100CX充電輥廠家直銷充電輥支架輕量化設計,強度不變重量減 30%。
充電輥的定制化服務提供客制化充電輥解決方案,可根據客戶需求調整:①橡膠硬度(50-80A);②表面電阻(10?-101?Ω);③芯軸材質(鋁合金/不銹鋼/陶瓷)。已為 、航空等特殊領域開發耐高溫(200℃)、抗輻射(10?Gy)充電輥,滿足極端環境需求。充電輥的成本效益分析以10萬印次為周期,陶瓷復合充電輥(采購成本¥800)的綜合成本較普通橡膠輥(采購成本¥300)低¥200。因壽命延長3倍、鼓芯更換次數減少2次(每次¥500),且維護工時縮短4小時,長期使用性價比 明顯。
充電輥行業標準國際標準如ISO10560定義了充電輥電氣特性和機械要求。電阻率標準通常在10^6-10^9Ω·cm范圍。厚度公差控制在±0.05mm以內。表面粗糙度Ra值要求≤0.5μm。耐久性測試需通過連續打印100,000頁無性能下降。環保標準如RoHS限制有害物質含量。兼容性標準確保與主流機型匹配。行業認證如UL和CE確保安全可靠。企業標準往往超越基礎規范,追求更高性能。定期標準更新推動技術創新,如新的標準要求更嚴格的臭氧排放控制和能效指標。充電輥齒輪組同步傳動,轉速匹配誤差<0.05%。

充電輥歷史演變1代充電輥采用純金屬材質,易損傷感光鼓,1980年代主導市場。第二代橡膠輥改善彈性但易老化,1990年代普及。第三代復合輥金屬芯+彈性層+導電涂層,2000年代成為主流。第四代智能輥集成傳感器,實時監測狀態,2010年代開始應用。第五代環保輥采用生物基材料和可回收設計,2020年代興起。技術演進方向包括材料創新、能效提升和智能化。每一代產品都好的提升打印質量、延長壽命并降低環境影響。歷史發展反映復印技術從機械向智能、環保方向的轉變。高壓發生器匹配異常會導致底灰密度>0.15mg/cm2。全新兼容ECOSYS P5026cdn充電輥廠家直銷
防靜電噴霧處理減少清潔維護頻率,節省30%人工成本。全新兼容MA2100CFX充電輥
充電輥壓力調節:0.01mm級精度影響成像充電輥與鼓芯的接觸壓力直接決定電荷傳導效率。壓力過低(<0.15N/cm2)會導致接觸面積不足,產生全白頁;壓力過高(>0.25N/cm2)則加速鼓芯磨損。通過彈簧結構調節壓力時,建議使用壓力分布測量儀(如富士Prescale)檢測,理想狀態下接觸寬度2-3mm,壓力均勻性誤差<±5%。圖文要點:展示壓力測試流程動圖,標注標準壓力值與異常后果。充電輥常見故障:底灰與全白頁的排查邏輯-底灰問題:可能原因①充電輥表面臟污(碳粉結塊),需清潔并檢查涂層磨損;②壓力不足(彈簧疲勞),需校準壓力或更換彈簧;③鼓芯老化(涂層電阻升高),需同步更換鼓芯。-全白頁:可能原因①高壓發生器故障(無電壓輸出);②充電輥軸芯斷裂(電荷無法傳導);③接觸不良(軸套磨損導致輥體偏移)。圖文要點:繪制故障樹流程圖,標注排查步驟與對應解決方法。全新兼容MA2100CFX充電輥
- 全新兼容Bizhub C281充電輥供應商 2025-05-31
- 全新兼容Bizhub C450i感光鼓組件廠家直銷 2025-05-31
- Bizhub C227刮刀刮板技術指導 2025-05-31
- D1792255充電架各系列打印機配件 2025-05-31
- 全新兼容柯尼卡美能達DR318K黑色充電輥廠家報價 2025-05-31
- 全新兼容Bizhub 558刮刀刮板量大從優 2025-05-31
- 全新兼容柯尼卡美能達DR512K黑色鼓維護套件生產廠家 2025-05-31
- 全新兼容ECOSYS M2640idw顯影倉生產廠家 2025-05-31
- 全新兼容Bizhub C750i感光鼓組件廠家報價 2025-05-31
- 全新兼容Bizhub C7128鼓芯OPC廠家直銷 2025-05-31
- 吉林激光不干膠報價 2025-05-31
- 佛山高分突破中考仿真模擬 2025-05-31
- 西藏AI創想一體機介紹 2025-05-31
- 廣電附近考級畫室電話 2025-05-31
- 蘇州會議系統哪家便宜 2025-05-31
- 廣東油性馬克筆 2025-05-31
- 寧波智能多功能一體機廠家供應 2025-05-31
- 深圳建筑防塵勞保用品廠家 2025-05-31
- 寶山區視覺課程費用 2025-05-31
- 合格書銘訂折機交易價格 2025-05-31