福州臥式加工中心
臥式加工中心的主要切削方式有哪些?銑削是臥式加工中心較常用的切削方式之一,主要用于加工平面、曲面和槽等。銑削可以分為順銑和逆銑兩種方式。順銑:順銑是指刀具旋轉方向與工件進給方向相同的銑削方式。順銑的優點是切削力較小,工件表面質量好,刀具磨損較慢。但是,順銑時產生的熱量較大,容易使工件變形,因此需要采取相應的措施來控制溫度。逆銑:逆銑是指刀具旋轉方向與工件進給方向相反的銑削方式。逆銑的優點是切削力較大,有利于提高加工效率。但是,逆銑時產生的熱量較小,容易使工件表面質量變差,刀具磨損較快。高效臥式加工中心采用了高速切削技術,提高了加工效率。福州臥式加工中心
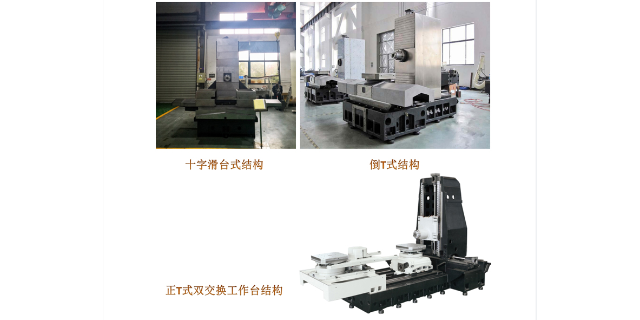
精密臥式加工中心的床身、立柱、工作臺等主要部件均采用強度高的鑄鐵材料,經過嚴格的熱處理和時效處理,具有良好的剛性和穩定性。此外,機床的主軸箱、刀庫等部件也采用高剛性設計,確保在高速切削過程中不會產生振動和變形。這種高剛性的設計使得精密臥式加工中心能夠承受較大的切削力,實現高速、高精度的切削加工。精密臥式加工中心采用先進的數控系統和伺服驅動技術,實現了機床的全閉環控制。通過精確的位置反饋和速度反饋,數控系統能夠實時調整伺服電機的轉速和轉矩,從而實現對工件的精確定位和高速切削。此外,精密臥式加工中心還采用了高精度的滾珠絲杠和直線導軌,確保了機床的運動精度。這些高精度的設計使得精密臥式加工中心能夠滿足航空、航天等高級制造領域對加工精度的高要求。廣西倒T式臥式加工中心臥式加工中心的自動化生產模式,可以減少人為因素對產品質量的影響,提高產品的一致性和穩定性。
鏜削是臥式加工中心用于加工圓柱形內孔的一種切削方式。鏜削可以分為粗鏜、半精鏜和精鏜等。粗鏜:粗鏜是指在工件上加工出初步的內孔的過程。粗鏜的優點是加工速度快,適用于大量生產的場合。但是,粗鏜時產生的熱量較大,容易使工件變形,因此需要采取相應的措施來控制溫度。半精鏜:半精鏜是指在粗鏜的基礎上進行進一步加工,以提高內孔的精度和表面質量的過程。半精鏜的優點是可以提高內孔的精度和表面質量。但是,半精鏜時產生的熱量較大,容易使工件變形,因此需要采取相應的措施來控制溫度。精鏜:精鏜是指在半精鏜的基礎上進行進一步加工,以提高內孔的精度和表面質量的過程。精鏜的優點是可以提高內孔的精度和表面質量。但是,精鏜時產生的熱量較小,容易使工件變形,因此需要采取相應的措施來控制溫度。
臥式加工中心的工作原理主要包括以下幾個步驟——工件裝夾:將工件和夾具安裝在工作臺上,確保工件的位置和夾緊力符合加工要求。刀具選擇和裝夾:根據加工要求選擇合適的刀具,并將其安裝在主軸上。數控編程:根據工件的幾何形狀和加工工藝,編寫數控程序。數控程序包括刀具路徑、切削參數、坐標系等指令。數控系統處理:數控系統對數控程序進行處理,生成相應的控制信號。伺服驅動:伺服電機根據數控系統的控制信號,驅動工作臺、主軸等部件進行運動。切削加工:刀具在主軸的帶動下,按照預定的刀具路徑進行切削加工。切削過程中,數控系統實時監控刀具的使用狀態和加工狀態,確保加工質量和安全。工件卸夾:加工完成后,將工件從工作臺上卸下,進行后續處理。主軸箱是臥式加工中心的主要部件,主要用于安裝主軸和傳動裝置。
高精度臥式加工中心具有多樣化加工能力,可以滿足各種復雜零件的加工需求。高精度臥式加工中心可以根據零件的形狀、尺寸和材料等特點,選擇合適的刀具和切削參數,實現多種加工工藝的靈活切換。這使得高精度臥式加工中心可以普遍應用于航空、航天、汽車、模具、電子等各個領域,滿足了現代制造業對于多樣化加工的需求。高精度臥式加工中心的自動化程度非常高,可以實現無人化操作。高精度臥式加工中心采用了先進的數控系統,可以實現自動編程、自動對刀、自動換刀等功能。同時,高精度臥式加工中心還具有自動檢測、自動報警等功能,可以實時監控加工過程,確保加工質量。這種高度自動化的特點,不僅降低了操作人員的工作強度,還提高了加工過程的穩定性和可靠性。臥式加工中心的主要特點是主軸軸線與工作臺垂直布局,即主軸水平放置。江蘇高效率臥式加工中心
臥式加工中心可以根據不同行業的需求,定制開發各種專用機床,滿足特殊工藝的要求。福州臥式加工中心
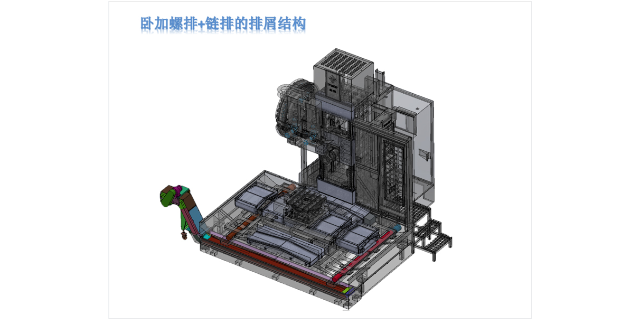
臥式加工中心的加工操作——按下“啟動”按鈕,啟動主軸旋轉。按下“快速移動”按鈕,使刀具快速接近工件。按下“進給”按鈕,使刀具按照加工程序的要求進行切削。在加工過程中,注意觀察刀具的切削狀態,如有異常應立即停止加工。加工完成后,按下“停止”按鈕,停止主軸旋轉。臥式加工中心的關機操作——按下“停止”按鈕,停止主軸旋轉。按下“快速移動”按鈕,使刀具離開工件。關閉數控系統電源。關閉機床電源。臥式加工中心關機后的處理工作——清理機床上的切屑和油污。檢查刀具的磨損情況,如有需要應及時更換。檢查工件的加工質量,如有不合格應進行分析和處理。對機床進行定期保養和維護,確保機床的正常運行。福州臥式加工中心
- 呼和浩特機床臥式加工中心 2025-06-09
- 上海節能臥式加工中心 2025-06-09
- 北京精密臥式加工中心 2025-06-09
- 石家莊高效率臥式加工中心 2025-06-09
- 南昌高精度龍門加工中心 2025-06-09
- 內蒙高精度龍門加工中心 2025-06-09
- 天津零件龍門加工中心 2025-06-09
- 山東節能臥式加工中心 2025-06-09
- 福建自動龍門加工中心 2025-06-09
- 武漢自動龍門加工中心 2025-06-09
- 電動牙刷切角包膜機性能 2025-06-09
- 沙井AOI緩存機生產廠家 2025-06-09
- 河南五軸位移手動滑臺模組 2025-06-09
- 冷熱源暖通節能方案大概價格 2025-06-09
- 水導激光旋切供應 2025-06-09
- 常州本地激光全息制版系統市場報價 2025-06-09
- 嘉興輸送設備設計 2025-06-09
- 廣西塑料去毛刺機價格 2025-06-09
- 上海系留無人機高空清洗系統 2025-06-09
- 通風口按需定制 2025-06-09