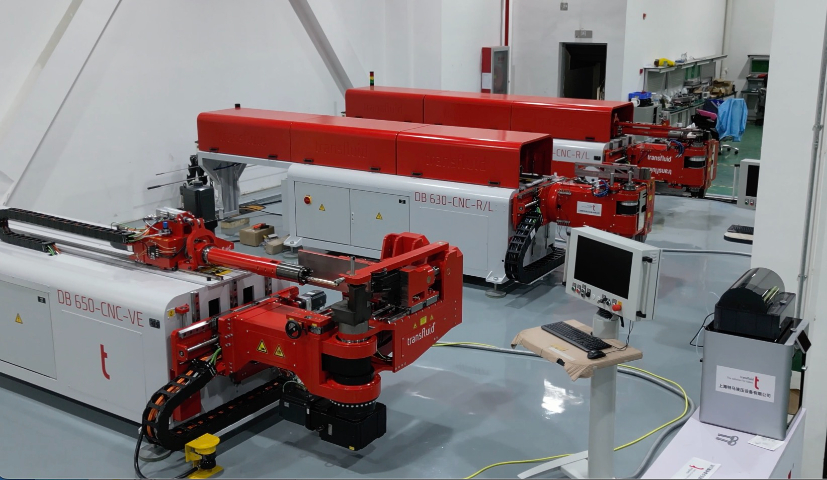
松江區特馬液壓彎管機設計
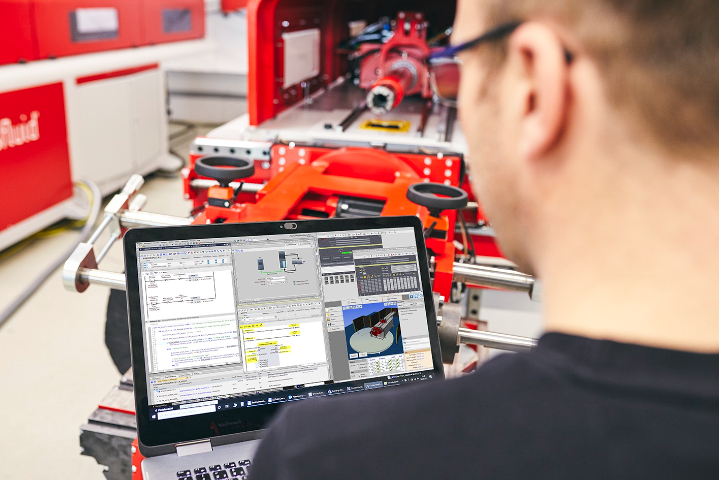
數控彎管機的多維誤差補償技術構建了精密加工的智能防護網,通過動態數據反饋實現全流程精度把控。設備內置的應變傳感器以 1000Hz 的采樣頻率監測管材彎曲時的形變數據,當檢測到壁厚偏差超過 0.03mm 時,系統自動調整彎曲速度與壓力組合,某航空導管廠使用該技術后,將 φ8mm 鈦合金管的彎曲橢圓度控制在 0.5% 以內。針對材料回彈的非線性特性,設備采用機器學習算法建立回彈預測模型,通過積累 20 萬組加工數據,使不同批次鋁合金管的回彈補償精度提升至 ±0.2°,經三坐標測量儀檢測,復雜空間彎管的點位偏差≤0.3mm,滿足航空發動機管路的裝配要求。設備的表面防護技術,防止管材在加工過程中出現劃痕與損傷。松江區特馬液壓彎管機設計
數控彎管機對多元材料的適應性突破了傳統加工限制,通過工藝參數智能匹配實現跨材質加工。加工鋁合金管材時,設備啟動低溫潤滑系統(-5℃),利用冷凝技術減少模具與管材的粘連,某新能源汽車廠用其加工的電池冷卻鋁管,表面粗糙度 Ra≤0.8μm;處理銅材時,專門石墨涂層模具配合脈沖式送料(0.2mm / 次),避免了銅料彎曲時的粘模現象;針對鈦合金與不銹鋼復合管,設備采用梯度壓力彎曲工藝(鈦側壓力>不銹鋼側 15%),確保兩種材料同步變形,某航空部件廠借此技術實現了熱交換器管件的一體化成型。常州特馬彎管機針對大口徑管材,設備配備大扭矩液壓系統與芯棒支撐,確保彎曲圓度達標。
高精度的彎管加工離不開全自動彎管機的多維度誤差控制技術。設備采用光柵尺實時檢測管材的送料長度,精度可達 ±0.1mm,配合伺服電機對彎曲角度的閉環控制,能將角度誤差控制在 ±0.5° 以內。對于壁厚較薄的不銹鋼管材或易變形的銅合金管材,設備還會啟動防皺板與芯棒輔助系統,通過機械支撐減少管材彎曲時的截面變形。在某汽車零部件工廠的實測數據中,該類設備加工的 2000 件鋁合金燃油管,首件合格率達到 98.7%,遠超人工彎管 75% 左右的合格率,充分體現了自動化加工在精度控制上的明顯優勢。?
新興技術與彎管機的融合正推動加工工藝向更高維度發展。配備激光測徑儀的彎管機可在彎曲過程中實時掃描管材截面變化,當檢測到橢圓度超過 0.8% 時,系統立即啟動動態補償機構調整模具壓力,某航空航天企業應用該技術后,薄壁鋁合金管的彎曲合格率從 82% 提升至 99.3%。AI 視覺檢測模塊的加入則實現了彎曲件的在線全檢,相機陣列每秒可采集 200 張管件圖像,通過深度學習算法識別褶皺、裂紋等缺陷,檢測精度達 0.02mm,替代了傳統的人工抽檢模式,使汽車制動管的出廠不良率降至 0.05% 以下,推動彎管加工進入 “零缺陷” 生產時代。設備的記憶存儲功能,可保存海量加工參數,便于快速調用生產。
柔性生產能力讓全自動彎管機在多品種切換場景中展現出強大適應性,通過快速換型技術實現 “分鐘級” 生產切換。設備的模具庫采用智能倉儲設計,機械臂可根據生產工單自動抓取對應模具,配合電動調節的主軸軸距,無需人工校準即可完成不同管徑管材的加工切換。某汽車零部件供應商引入該類設備后,實現了從轎車排氣管到 SUV 防撞梁的生產切換時間從 45 分鐘壓縮至 8 分鐘,單日可完成 12 個品種的混線生產,產能利用率提升 65%。設備還支持云端工藝參數庫調用,操作人員掃描管材物料碼即可下載對應加工程序,大幅減少了品種切換時的調試失誤。?數控彎管機的預防性維護功能,通過監測數據預測部件壽命,降低運維成本。虹口區數控彎管機價格
船舶制造使用數控彎管機,完成超長、大口徑管件的高精度彎曲。松江區特馬液壓彎管機設計
模具快速更換技術明顯提升了數控彎管機的生產柔性,通過機械結構創新實現 “分鐘級” 換型。采用燕尾槽 + 液壓鎖緊的模具安裝系統,操作人員無需使用工具即可在 3 分鐘內完成彎曲模、防皺模的同步更換,某軌道交通配件廠借此實現了從地鐵扶手管(R=100mm)到高鐵制動管(R=30mm)的快速切換,單日完成 8 個品種生產。模具定位采用激光校準技術,更換后系統自動掃描模具基準面,10 秒內完成精度補償,首件合格率保持在 98% 以上,徹底改變了傳統彎管機換模后需多次試彎的低效模式。松江區特馬液壓彎管機設計
- 靜安區特馬彎管機銷售電話 2025-05-29
- 閔行區德國全斯福彎管機報價 2025-05-28
- 徐匯區特馬液壓彎管機銷售電話 2025-05-28
- 嘉定區機器人彎管機生產廠家 2025-05-28
- 徐匯區數控彎管機多少錢一臺 2025-05-28
- 寶山區數控彎管機生產廠家 2025-05-28
- 虹口區自動彎管機定制 2025-05-28
- 杭州彎管機廠家 2025-05-28
- 黃浦區自動彎管機多少錢一臺 2025-05-28
- 無錫特馬液壓彎管機生產廠家 2025-05-28
- 貴州珠磨機批發 2025-05-28
- 浙江3D相機機器視覺檢測設備廠家 2025-05-28
- 廣西自動化生產線動力單元設備制造 2025-05-28
- 耐酸堿玻璃鋼離心風機生產廠家 2025-05-28
- 河南發動機氣缸蓋批發 2025-05-28
- 廣東靠譜的汽車鋁型材結構件怎么樣 2025-05-28
- 常州定子涂覆機價格 2025-05-28
- 溫州凹版彩印印刷機服務 2025-05-28
- 廣州黑膠體拷貝加工工藝 2025-05-28
- 江蘇官方授權經銷ISEL商家 2025-05-28