江西液壓式注塑機價錢
先進的注塑機通過優化注射路徑,減少材料浪費。傳統注塑機的注射路徑設計往往較為固定,塑料熔體在模具內流動時,可能因路徑不合理導致流動阻力大、填充不均,使得部分區域過度填充,造成材料浪費,同時還可能引發制品內應力集中等問題。而先進注塑機借助計算機流體力學(CFD)模擬技術,在生產前對塑料熔體在模具內的流動進行仿真分析,根據制品形狀、尺寸及塑料特性,規劃出注射路徑。例如,針對復雜形狀制品,采用多點進澆、變截面流道等優化方式,使塑料熔體能夠更均勻、高效地填充模具型腔,避免局部過量注射。這不僅能減少因材料浪費帶來的成本增加,還能降低德制品的廢品率,提高生產效率,使企業在原材料成本日益上漲的市場環境中,增強成本控制能力和市場競爭力。注塑機的操作界面應簡潔明了,便于操作員監控。江西液壓式注塑機價錢

隨著全球制造業的發展,注塑機的國際市場需求日益增長,操作界面支持多種語言顯得尤為重要。注塑機的操作界面可通過軟件設置,支持英語、中文、德語、日語等多種常用語言。當用戶切換語言時,界面上的文字提示、菜單選項、參數說明等內容都會同步切換為所選語言。例如,在跨國企業的生產車間中,來自不同國家的操作人員都能輕松使用注塑機,無需因語言障礙而影響操作。這不僅提高了設備的易用性,還方便了設備的銷售和推廣,使注塑機能夠更好地滿足國際市場的需求,促進全球制造業的交流與合作。蘇州全自動注塑機廠家推薦注塑機的注射周期需根據制品復雜度進行調整。
優化注塑機參數設置是提高產品質量、減少廢品率的關鍵手段。注塑溫度直接影響塑料的熔融狀態和流動性,溫度過高可能導致塑料分解,產生氣泡、變色等缺陷,溫度過低則會使熔體粘度增大,填充困難。需根據不同塑料的特性精確設定料筒各段溫度、噴嘴溫度等。注射壓力決定了塑料熔體在模具型腔內的填充速度和壓力,壓力不足會造成填充不完全,壓力過大則可能產生飛邊、溢料等問題,要依據制品的形狀、壁厚、模具結構等因素合理調整。保壓時間和壓力對制品的尺寸精度和密度影響較大,保壓時間過短,制品容易出現收縮、凹陷,過長則會增加內應力。冷卻時間同樣關鍵,冷卻不足會使制品脫模變形,冷卻過度則會延長生產周期。通過對這些參數的精細優化組合,使注塑過程處于比較好狀態,從而有效減少廢品率,提高生產效益。
注塑過程中,不同材料特性各異,工作壓力的調控至關重要。像聚乙烯、聚丙烯等結晶型塑料,流動性較好,所需注射壓力相對較低,一般在 50 - 100MPa 即可,過高壓力易使制品產生飛邊、變形等缺陷。而對于聚碳酸酯、聚苯醚等無定形塑料,因其熔體黏度高,流動性差,為確保材料能充滿模具型腔,注射壓力需提升至 120 - 200MPa。若壓力不足,制品會出現缺料、表面不平整等問題。此外,玻纖增強材料因內部纖維分布影響流動性,壓力設定也有特殊要求。在實際生產中,技術人員需依據材料供應商提供的參數,結合試模情況,精確調整注塑機工作壓力,保障塑料制品成型質量,降低廢品率,提升生產效益。注塑機的注射單元設計需確保塑料均勻熔融。

新型注塑機采用集成化設計理念,提升了整體性能。在機械結構方面,將多個功能部件進行集成整合,如將塑化單元與注射單元設計成一個緊湊的模塊,減少了連接部件的數量,提高了機械傳動的效率和精度。這種集成化設計降低了能量在傳遞過程中的損失,使注塑機在塑化和注射過程中更加穩定、高效。在控制系統方面,集成了多種先進的控制功能,如運動控制、溫度控制、壓力控制等,通過一個控制器進行統一管理和協調。操作人員可以在一個操作界面上方便地設置和調整各種參數,實現對注塑機精確控制。同時,集成化設計也便于與外部設備進行連接和通信,如與企業的生產管理系統、自動化生產線等進行集成,實現生產過程的智能化管理和協同工作,提高了生產效率、產品質量和企業的信息化管理水平,使注塑機在現代化塑料加工行業中更具競爭力。注塑機的注射壓力曲線分析有助于優化工藝參數。上海全自動注塑機銷售廠家
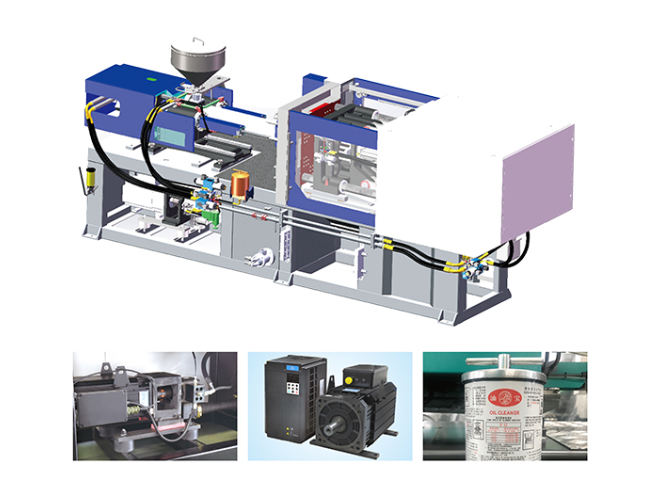
注塑機節能電機節能。降低電機能耗提高效率,長期運行節省電費,生產塑料容器成本低。江西液壓式注塑機價錢
在注塑車間中,合理布局注塑機至關重要。首先,考慮設備之間的間距,既要保證操作人員有足夠的操作空間,又要避免空間浪費。將同類型或生產關聯度高的注塑機集中擺放,便于共享輔助設備,如冷卻系統、干燥機等,減少設備重復配置,降低成本。同時,優化物料運輸路線,使原材料和成品的運輸距離較短。例如,將料斗靠近原材料存放區,方便加料;將出料口設置在靠近包裝區或下一生產環節的位置,提高物料流轉效率。此外,合理規劃維修通道,確保設備出現故障時,維修人員能夠迅速到達進行維修,減少停機時間。通過合理布局,不僅能節省車間空間,還能提高整體生產效率,提升企業經濟效益。江西液壓式注塑機價錢
- 福建螺桿式注塑機特點 2025-06-18
- 廣東柱塞式注塑機推薦廠家 2025-06-18
- 廣西臥式注塑機生產廠家 2025-06-18
- 常州注塑機交易價格 2025-06-18
- 武漢通用注塑機代理品牌 2025-06-18
- 廣西煙花爆竹注塑機有幾種 2025-06-18
- 漳州三板注塑機大概多少錢 2025-06-18
- 無錫螺桿式注塑機大概多少錢 2025-06-18
- 深圳三板注塑機價位 2025-06-18
- 汕頭機械式注塑機牌子 2025-06-18
- 溫州涂布凹版印刷機種類 2025-06-18
- 四川石油制氮機直銷 2025-06-18
- 嘉強XC4000P激光數控系統安裝包下載 2025-06-18
- 上海進口磨齒機砂輪 2025-06-18
- 蘇州去離子超純水器生產廠家 2025-06-18
- 遼寧5mg靜電除塵器改造技術參數 2025-06-18
- 淮南水冷蒸發式冷凝器蒸發式冷凝器 2025-06-18
- 西部高安全試壓泵生產銷售廠家 2025-06-18
- 廣州微孔加工打孔 2025-06-18
- 福建酯化釜攪拌器 2025-06-18