嘉定區多層板微通道換熱器
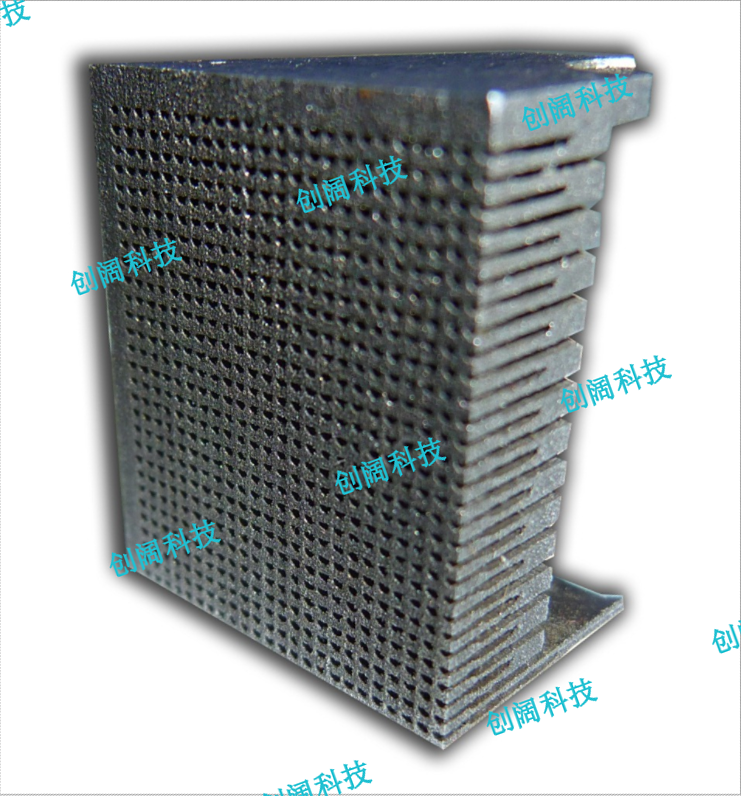
微反應器的應用領域范圍主要集中在以下方面:生產過程、能源與環境、化學研究工具、藥物開發和生物技術、分析應用等。1.什么是微反應器微反應器是一個比較廣闊的概念,且有很多種形式,既包括傳統的微量反應器(積分反應器),也包括反相膠束微反應器、聚合物微反應器、固體模板微反應器、微條紋反應器和微聚合反應器等。這些微反應器都有一個根本特點,那就是把化學反應控制在盡量微小的空間內,化學反應空間的尺寸數量級一般為微米甚至納米。而本文所指的微反應器具有上述反應器的共同特點,但又有所區別,主要是指用微加工技術制造的用于進行化學反應的三維結構元件或包括換熱、混合、分離、分析和控制等各種功能的高度集成的微反應系統,通常含有當量直徑數量級介于微米和毫米之間的流體流動通道,化學反應發生在這些通道中,因此微反應器又稱作微通道反應器(microchannel)。嚴格來講微反應器不同于微混合器、微換熱器和微分離器等其他微通道設備,但由于它們的結構類似,在微混合器、微換熱器和微分離器等微通道設備中可以進行非催化反應,且當把催化劑固定在微通道壁時,微混合器、微換熱器和微分離器等微通道設備就成為微反應器。微通道換熱器創闊能源科技制作加工。嘉定區多層板微通道換熱器
微通道換熱器
創闊科技制作的微化工反應器的特點,面積體積比的增大和體積的減小.在微反應設備內,由于減小了流體厚度,相應的面積體積比得到了的提高。通常微通道設備的比表面積可以達到10000-50000m2/m3,而常規實驗室或工業設備的比表面積不會超過l000m2/m3或100m2/m3。因此,比表面積的增加除了可以強化傳熱外,也可以強化反應過程,例如,高效率的氣相催化微反應器就可以采用在微通道內表面涂敷催化劑的結構。目前已有的界面積的微反應器為降膜式微反應器,其界面積可以達到25000m2/m3,而傳統鼓泡塔的界面積只能達到100m2/m3,即使采用噴射式對撞流的氣液接觸式反應器的比表面積也只能達到2000m2/m3左右。若在微型鼓泡塔中采用環流流動,理論上其比表面積可以達到50000m2/m3以上。無錫不銹鋼微通道換熱器創闊科技致力于加工設計微通道換熱器。
青銅和各種金屬等等。這還遠不是真空擴散焊所能夠焊接材料的全部。真空擴散焊接的主要焊接參數有:溫度、壓力、保溫擴散時間和保護氣氛,冷卻過程中有相變的材料以及陶瓷等脆性材料的擴散焊,還應控制加熱和冷卻速度。1、溫度:系擴散焊重要的焊接參數。在溫度范圍內,擴散過程隨溫度的提高而加快,接頭強度也能相應增加。但溫度的提高受工夾具高溫強度、焊件的相變和再結晶等條件所限,而且溫度高于值后,對接頭質量的影響就不大了。故多數金屬材料固相擴散焊的加熱溫度都定為-(K),其中Tm為母材熔點。2、壓力:主要影響擴散焊的一、二階段。較高壓力能獲得較高質量的接頭,接頭強度與壓力的關系見圖2-46。焊件晶粒度較大或表面粗糙度較大時,所需壓力也較高。壓力上限受焊件總體變形量及設備能力的限制.除熱等靜壓擴散焊外,通常取-50MPa。從限制焊件變形量考慮,壓力可在表2-24范圍內選取。鑒了壓力對擴散焊的第蘭階段影響較小,故固相擴散焊后期允許減低壓力,以減少變形。3、保溫擴散時間:保溫擴散時間并非變量,而與溫度、壓力密切相關,且可在相當寬的范圍內變化。采用較高溫度和壓力時,只需數分鐘;反之,就要數小時。加有中間層的擴散焊。
真空擴散焊接工藝目前應用于航空航天產品的焊接生產以及自動化工裝夾具的焊接生產等等。材料的擴散焊是以“物理純”表面的主要特性之一為根據,真空擴散焊是在溫度和壓力下將各種待焊物質的焊接表面相互接觸,通過微觀塑性變形或通過焊接面產生微量液相而擴大待焊表面的物理接觸,使之距離離達(1~5)x10-8cm以內(這樣原子間的引力起作用,才可能形成金屬鍵),再經較長時間的原子相互間的不斷擴散,相互滲透,來實現冶金結合的一種焊接方法。該種表面由于開裂的原子鍵而具有“結合”能力。采用真空和其他凈化表面的方法之后,就有可能利用上述原子結合力,來連接兩個和兩個以上的表面,隨后表面上產生的擴散過程提高了這一連接的強度。通俗一點來講就是達到的你中有我,我中有你的程度!根據焊接過程中是否出現液相,又將擴散焊分為固態擴散焊和瞬間液相擴散焊。用這種焊接方法,可以連接具有不同硬度、強度、相互潤濕的各種材料,包括異種金屬、陶瓷、金屬陶瓷,這些材料用熔化焊接方法焊接都不能得到良好效果。例如陶瓷和可伐合金、銅、鈦、玻璃和可伐合金;黃金和青銅;鉑和鈦;銀和不銹諷鋼;鈮和陶瓷、鑰;鋼和鑄鐵、鋁、鎢、鈦、金屑陶瓷、錫;銅和鋁、鈦。創闊能源科技一站式提供加工換熱器,液冷板,均溫板。水冷板等。
創闊能源科技制作微反應器的特點,小試工藝不需中試可以直接放大:精細化工行業多數使用間歇式反應器。小試工藝放大到大的反應釜,由于傳熱傳質效率的不同,工藝條件一般都要通過實驗來修改以適應大的反應器。一般的流程都是:小試"中試"大生產。而利用微反應器技術進行生產時,工藝放大不是通過增大微通道的特征尺寸,而是通過增加微通道的數量來實現的。所以小試比較好反應條件不需要做任何改變就可以直接進入生產。因此不存在常規反應器的放大難題。從而大幅度縮短了產品由實驗室到市場的時間。這一點對于精細化工行業,尤其是惜時如金的制藥行業,意義極其重大。創闊科技一站式提供加工換熱器,液冷板,均溫板。水冷板等。崇明區多層板微通道換熱器
創闊科技按微反應器的操作模式可分為:連續微反應器、半連續微反應器和間歇微反應器。嘉定區多層板微通道換熱器
批量生產時間:根據不同客戶的產品焊接需求的厚度和不同的精度管控要求以及訂單批量大小,按計劃正常一星期內檢驗出貨,也可以分批次提前出貨。產品檢測及售后:本公司所有的真空擴散焊產品的在制品均采用全程影像爐內在線監控、出貨檢驗均采用先進的二次元影像儀精密檢測和金相檢測。真空擴散焊接的特點一、焊接過程是在沒有液相或較小過渡相參加下,形成接頭后再經過擴散處理的過程。使其成分和組織與基體一致,接頭內不殘留任何鑄態組織,原始界面消失。因此能保持原有基金屬的物理,化學和力學性能,不會改變材料性質!二、擴散焊由于基體不過熱或熔化,因此幾乎可以在不破壞被焊材料性能的情況下,焊接金屬和非金屬材料。特別適用焊接用一般焊接方法難以實現,或雖可焊接但性能和結構在焊接過程中容易受到嚴重破壞的材料。如彌散強化的高溫合金,纖維強化的硼—鋁復合材料等。三、可焊接不同類型,甚至差別很大的材料。包括異種金屬,金屬與陶瓷等冶金上互不相溶的材料。四、真空擴散焊接可焊接結構復雜以及厚薄相差很大的工件。五、加熱均勻,焊件不變形,不產生殘余應力。使工件保持較高精度的幾何尺寸和形狀。嘉定區多層板微通道換熱器
- 多層結構微通道換熱器誠信合作 2025-05-29
- 黃浦區創闊金屬微通道換熱器 2025-05-28
- 福建微孔加工視頻 2025-05-28
- 河南緊湊型多結構微通道換熱器 2025-05-28
- 鋁合金真空擴散焊接廠家直銷 2025-05-28
- 銅箔薄膜微孔加工專業廠家 2025-05-28
- 浙江機械微孔加工 2025-05-28
- 小孔濾網加工微孔加工價格表 2025-05-28
- 南京創闊金屬微通道換熱器 2025-05-28
- 虹口區微通道換熱器廠家供應 2025-05-28
- 廬陽區附近哪里有物聯網應用服務 2025-05-29
- 檢具陶瓷結構 2025-05-29
- 質量微差壓表設備廠家 2025-05-29
- 杭州品牌檢測儀哪家好 2025-05-29
- 文登區使用奧的斯電梯一體化 2025-05-29
- 四川工業流水線皮帶現貨 2025-05-29
- 重慶戶外起艇絞車 2025-05-29
- 惠山區比較好的挖機燃油濾清器廠家報價 2025-05-29
- 臺州國內點膠加工 2025-05-29
- 上海合金有色鑄造哪家好 2025-05-29