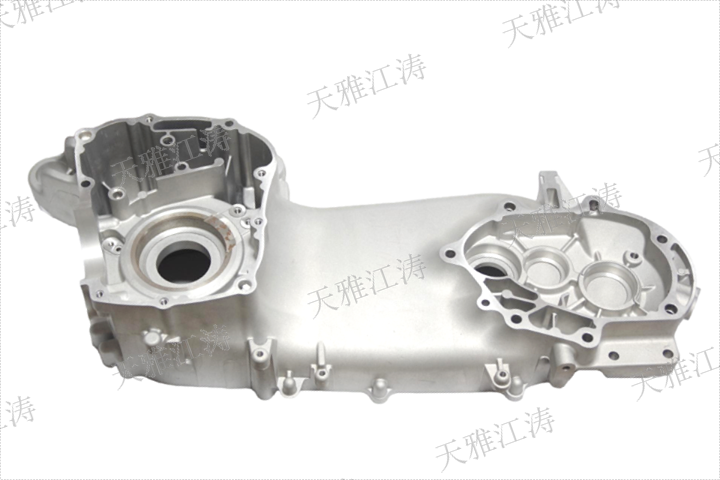
立體箱體
天雅江濤作為復雜結構箱體類零件的全流程解決方案提供商,憑借高精度制造能力、先進的CAD/CAM設計優化、多樣化的表面處理和嚴格的質量控制,在摩托車變速箱箱體、新能源控制器箱體等領域展現了突出的技術實力和市場價值。未來,天雅江濤將繼續致力于技術創新和產品優化,為全球客戶提供更優良的箱體解決方案,助力摩托車和新能源汽車行業的持續發展。通過以上分析可以看出,天雅江濤的箱體產品不僅在技術上具有明顯優勢,還在實際應用中展現了突出的性能和市場價值。智能設備,提升箱體生產效率與質量。立體箱體
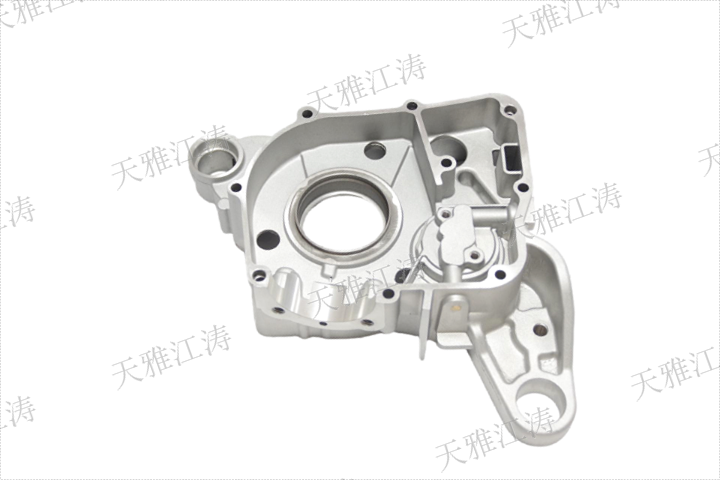
原材料選擇與檢驗:質量把控的起點,原材料的質量是箱體制造的基礎。天雅江濤選用強度高鋁合金材質,這種材料不僅具備優異的機械性能,還具有良好的散熱能力和輕量化特性。在原材料采購環節,公司嚴格把控質量關,對每一批次的鋁合金材料進行化學成分分析和力學性能測試,確保其符合國家標準和行業標準。通過嚴格的原材料檢驗,從源頭上杜絕了因材料缺陷導致的質量問題。在現代工業制造中,箱體類零件作為摩托車傳動系統、發動機以及新能源控制器的關鍵承載部件,其性能直接決定了整車的穩定性、可靠性和動力表現。立體箱體箱體作為關鍵承載部件,關乎摩托車穩定性。
定制化設計服務:除了標準產品,我們還提供定制化設計服務,能夠根據客戶的特殊需求進行個性化設計。我們的研發團隊具備豐富的經驗和創新的設計能力,能夠快速響應客戶的需求,提供從設計到生產的全方面解決方案。無論是新產品的研發還是現有產品的改進,我們都能夠提供專業的技術支持和優良的售后服務,確保客戶的使用體驗達到較佳。我們的產品不僅符合國際質量標準,還通過了多項嚴格的認證,確保在不同國家和地區的合規性和適用性。我們始終堅持以客戶需求為導向,不斷優化產品設計和制造工藝,確保每一款出廠的箱體都能達到較高的質量標準。
質量管控:全生命周期數據閉環:1 數字化檢測體系:部署三坐標測量實驗室(蔡司Contura 7):檢測維度:尺寸精度(±0.08mm)、形位公差(平面度≤0.05mm)、表面粗糙度;檢測效率:單件檢測時間≤12分鐘,支持SPC過程控制(CpK≥1.33)。2 無損檢測技術集成,?X射線探傷:GE phoenix Vantage 640系統,檢測分辨率5μm,氣孔率≤0.05%;超聲波檢測:10MHz探頭,探測深度≥30mm,夾雜物定位精度±0.2mm;渦流檢測:表面裂紋檢出率≥99%,誤報率<0.1%。3 熱力學性能驗證,熱循環測試:-40℃~150℃循環1000次(ΔT=190℃),變形量≤0.1mm;振動模態分析:一階固有頻率≥200Hz(避免共振風險);鹽霧試驗:5%NaCl溶液,500小時無紅銹(達到ASTM B117標準)。箱體散熱能力較強,保障發動機穩定運行。
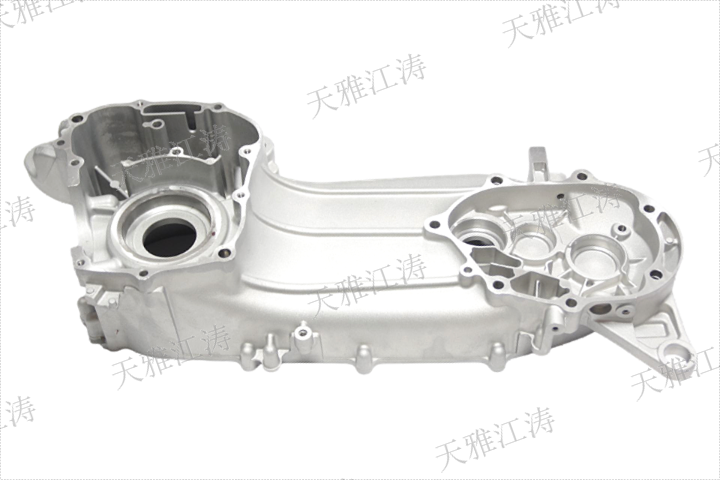
高精度智能壓鑄:挑戰較小壁厚與尺寸精度的極限。在箱體制造過程中,天雅江濤配備了43臺280T-2500T智能壓鑄機組,這是實現箱體高精度、高質量生產的關鍵。這些壓鑄機組不僅能夠輕松應對復雜結構箱體的成型挑戰,更能夠實現箱體較小壁厚1.5mm的精確成型,這對于提升箱體的結構強度與輕量化水平具有重要意義。此外,通過精確的模流分析技術,天雅江濤優化了澆注系統,有效解決了大型箱體在鑄造過程中易出現的縮松缺陷問題,使得良品率穩定在99.3%以上,確保了產品的一致性與可靠性。在尺寸精度控制方面,天雅江濤將箱體尺寸精度控制在±0.08mm以內,部分關鍵特征甚至達到了±0.05mm的極高標準,這對于提升整車的裝配精度與運行穩定性至關重要。箱體內部結構優化,確保部件間精密配合。溫州電池箱體廠家
注重細節處理,箱體品質更佳。立體箱體
制造工藝:從宏觀成型到微觀結構控制。1 智能壓鑄技術突破,依托43臺280T-2500T壓鑄機集群,構建"真空-低壓-高速"復合鑄造體系:?真空度控制:≤5kPa(氧含量≤0.05%);壓射速度:0.2-2m/s無級調節(充型時間≤0.3s);模具溫度:280℃±5℃(熱疲勞壽命延長3倍)。技術創新點:開發梯度壓射工藝(多級壓力切換),實現壁厚1.5mm復雜結構件無縮松缺陷;應用電磁脈沖緊實技術(頻率50kHz),金屬液流動性提升40%。2 模流分析驅動的工藝優化,構建基于ANSYS Fluent的數字化澆注系統:充型模擬:預測氣穴缺陷位置(準確率≥92%);?凝固分析:控制縮松傾向(縮松率≤0.8%);熱應力仿真:優化模具冷卻回路(殘余應力≤30MPa);實際成效:某200CC摩托車變速箱箱體通過模流優化,良品率從91%提升至99.6%,年度質量成本降低1200萬元。立體箱體
- 紹興電池箱體廠家 2025-06-20
- 寧波摩托車缸頭批發價格 2025-06-19
- 舟山壓軸件機加工廠家 2025-06-19
- 寧波立體箱體廠家 2025-06-19
- 潮州摩托車變速箱箱體 2025-06-19
- 麗水50右箱體生產廠家 2025-06-19
- 立體箱體 2025-06-19
- 嘉興重力壓鑄廠 2025-06-19
- 重慶不銹鋼機加工價位 2025-06-19
- 溫州150缸頭生產廠家 2025-06-19
- 泉州德莎遮蔽PVC膠帶定做 2025-06-20
- 內蒙古手機散熱片 2025-06-20
- 紹興曲線遮蔽PVC膠帶 2025-06-20
- 汽車級認證導熱膠GFC3500LV導電解決方案 2025-06-20
- 完整點膠FIP生產線ConshieldVK8144品牌號 2025-06-20
- 天津冰箱散熱片 2025-06-20
- 浙江汽車座椅調節開關價格 2025-06-20
- 沂源日行燈改裝多少錢 2025-06-20
- 導電膠ConshieldVK8101公司地址 2025-06-20
- 寧波口碑好輪廓度檢測價格 2025-06-20