南京涂裝設備噴漆涂裝流水線源頭供應商
?15.速度***:每分鐘12米線速的工業美學?在防盜門連續噴涂生產線,匠誠高速往復機配合100kHz響應的伺服系統,實現每分鐘12米的均勻涂布。相較于傳統設備,單日產能從2000樘提升至5500樘,且門框邊緣的涂層厚度差從±25μm降至±5μm。特有的加速度補償算法,更消除高速轉向時的涂料堆積問題。?16.柔性智造:小批量訂單的盈利新模式?匠誠模塊化生產線支持5分鐘內完成產品族切換,幫助某農用機械廠承接50臺起訂的個性化訂單。通過3D掃描快速建模技術,拖拉機駕駛室的改色生產準備時間從6小時壓縮至23分鐘。設備還能自動生成比較好噴涂路徑,使小批量訂單的涂料成本與萬件級訂單差異縮小至8%以內。需建立300+傳感器網絡實時監測膜厚、干燥速率等參數,但多源數據融合算法開發難度大?。南京涂裝設備噴漆涂裝流水線源頭供應商
?11. 工藝傳承:老師傅經驗轉化為數字資產?通過機器學習技術,匠誠將30年噴涂技師的運***法(如“之”字形漸薄收邊)轉化為機器人運動軌跡算法。某紅木家具企業在數字化升級后,手工噴涂特有的水墨漸變效果得以標準化復現,每件產品的藝術效果一致性從68%提升至95%,同時使高級技工需求從15人減至2人。?12. 全球認證:67國安全標準的一站式滿足?匠誠防爆型噴涂機器人已通過ATEX、IECEx等國際認證,在石油鉆采設備制造車間,可在1區性氣體環境中持續作業。設備接地電阻值穩定在0.1Ω以下,靜電火花能量控制在0.02mJ,*為國際標準限值的1/10。某中東油田管件制造商借此通過API Q2認證,年出口額增長3200萬美元。九江工業自動化噴漆涂裝流水線智能算法優化涂料利用率,降低材料浪費與生產成本。
?11.工藝傳承:老師傅經驗轉化為數字資產?通過機器學習技術,匠誠將30年噴涂技師的運***法(如“之”字形漸薄收邊)轉化為機器人運動軌跡算法。某紅木家具企業在數字化升級后,手工噴涂特有的水墨漸變效果得以標準化復現,每件產品的藝術效果一致性從68%提升至95%,同時使高級技工需求從15人減至2人。?12.全球認證:67國安全標準的一站式滿足?匠誠防爆型噴涂機器人已通過ATEX、IECEx等國際認證,在石油鉆采設備制造車間,可在1區性氣體環境中持續作業。設備接地電阻值穩定在0.1Ω以下,靜電火花能量控制在0.02mJ,*為國際標準限值的1/10。某中東油田管件制造商借此通過APIQ2認證,年出口額增長3200萬美元。?13.微觀控制:50μm級狹縫的完美滲透?針對精密齒輪箱的防銹需求,匠誠超細霧化噴槍可產生粒徑8-15μm的涂料粒子流,輕松滲入齒隙寬度*0.3mm的嚙合面。某風電齒輪箱制造商使用后,鹽霧測試耐久性從800小時延長至2000小時,且無需人工補噴死角。在3C產品領域,該技術更實現手機Type-C接口內壁的絕緣涂層全覆蓋。
?8.數據賦能:預測性維護降低73%意外停機?通過振動傳感器與流量計的數據融合,匠誠烘干設備可提前14天預警風機軸承故障。某陶瓷廠接入工業互聯網平臺后,年度計劃外停機時間從86小時減至23小時。AI算法還能根據歷史數據優化烘干曲線,使衛浴陶瓷燒成合格率從88%提升至99.2%,能耗波動率控制在±1.8%。?9.極端環境適應性:-40℃凍干清洗技術突破?在冷鏈設備制造領域,匠誠低溫清洗系統可在-30℃環境下***冷庫板發泡劑殘留。某冷藏車廠應用后,預冷時間從6小時縮短至45分鐘,同時避免常溫清洗導致的材料變形問題。設備特有的防凍型排水結構,更保證在極寒地區全年穩定運行,故障率低于0.5次/千小時。噴涂機器人與輸送鏈、烘干爐的時序配合誤差超1秒即導致工件堆積或烘烤不足?。
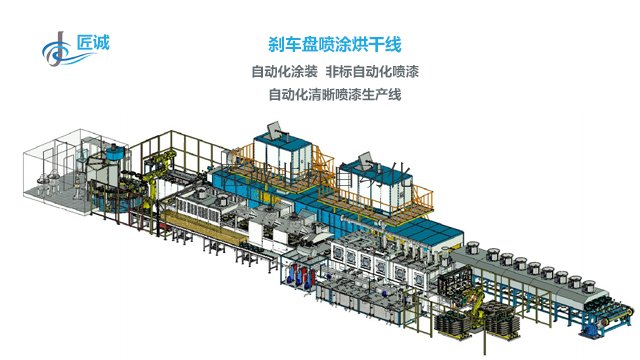
?3.能耗**:每平方米噴涂成本直降32%?匠誠靜電旋杯技術使涂料利用率突破92%大關,較傳統空氣噴涂減少50%過噴浪費。配合熱能回收烘干系統,設備將噴涂間排氣熱量轉化為烘干能源,在衛浴潔具生產線實測中,單日燃氣消耗量降低1.2噸。智能流量控制系統更可實時監測涂料粘度,自動調節稀釋比例,確保每批次原料損耗誤差控制在±1.5%以內。?4.無人化車間:24小時連續生產的實現密碼?在工程機械制造領域,匠誠全自動流水線整合了AGV運輸、機械臂上下料和閉環品質檢測模塊。某重工企業引入后,噴涂車間人員配置從28人縮減至3名監控工程師,月均故障停機時間縮短至4小時。設備特有的自清潔功能可在30秒內完成噴槍管路沖洗,換色效率提升6倍,滿足挖掘機多色迷彩涂裝的高頻次切換需求。多軸機械臂聯動技術適應復雜曲面,提升異形工件噴涂覆蓋率。中山油漆噴漆噴涂噴漆涂裝流水線提供涂裝解決方案
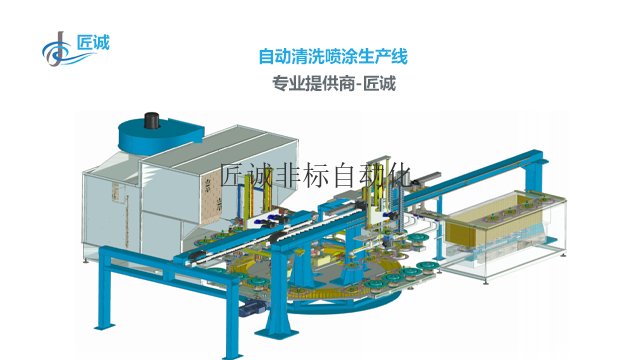
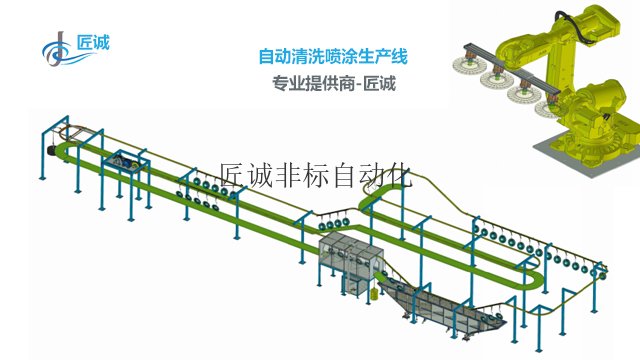
超聲波清洗單元高效去除殘留污染物,延長工件使用壽命。南京涂裝設備噴漆涂裝流水線源頭供應商
?3. 流量與氣壓聯動調節??增大流量?:逆時針旋轉涂料流量調節旋鈕,增大***針行程,同時按比例提升氣壓(流量每增加20%,氣壓需提升0.1-0.2巴)?57;?減小流量?:順時針旋轉流量旋鈕,同步降低氣壓,避免霧化顆粒過粗?58。?4. 噴幅扇面測試?噴幅調節旋鈕(通常位于***體垂直位置)控制噴涂扇面寬度:逆時針旋轉擴大噴幅,適用于大面積工件;順時針旋轉縮小噴幅,適用于精細噴涂?38;在試噴板上觀察扇面均勻性,要求邊緣無拖尾、中部無堆積?57。?5. 試噴與微調?噴涂距離保持:傳統噴槍18-23cm,HVLP噴槍13-17cm?34;觀察霧化效果:合格霧化顆粒應呈均勻云霧狀,無“流星線”或“魚眼”缺陷;根據涂層厚度動態微調,若出現橘皮紋則需降低氣壓0.1-0.3巴?56。南京涂裝設備噴漆涂裝流水線源頭供應商
- 保定大型UV自動化非標自動化設備機械手自動噴涂 2025-05-31
- 龍巖工業自動化噴漆涂裝流水線 2025-05-31
- 江蘇工業自動化非標自動化設備專業設備廠家 2025-05-31
- 江蘇全套工業自動化非標自動化設備 2025-05-31
- 武漢工業自動化非標自動化專業設備廠家 2025-05-31
- 沈陽油漆噴漆噴涂噴漆涂裝流水線促銷價格 2025-05-31
- 濟南附近哪里有噴漆涂裝流水線機械手自動噴涂 2025-05-31
- 黃石大型UV自動化噴漆涂裝流水線專業設備廠家 2025-05-31
- 舟山靜電噴涂非標自動化設備大幅度解放人力 2025-05-31
- 綿陽非標自動化設備提供涂裝解決方案 2025-05-31
- 四川商用廚房新風空調 2025-05-31
- 上海智能冰箱廠家直銷 2025-05-31
- 安徽小型智能空調供應商 2025-05-31
- 蘇州微型智能家居制品價格 2025-05-31
- 廣州哪里有防水公母插頭生產廠家 2025-05-31
- 北京無人智能開門柜推薦廠家 2025-05-31
- 龍巖工業自動化噴漆涂裝流水線 2025-05-31
- 云南變頻空氣能熱水器空調系統 2025-05-31
- 浙江品牌RO反滲透膜膜元件常用知識 2025-05-31
- 惠山區家用智能冰箱現價 2025-05-31